



The development of "intelligent factory" has put forward a new direction for manufacturers. It is necessary for manufacturers to master the production and marketing process clearly, make production process easier to control, reduce the manual intervention with the production line, collect timely and correct production line data, and make production scheduling and planning more reasonable.
All of these are of vital importance to improve competitiveness and productivity of manufacturers.

Figure 1: Intelligent factory scene
Although the factory is to become intelligent mainly by the information and communication technology (ICT), the severe high or low temperature environment operation may affect the network. In addition, water and dust resistance, magnetic prevention, explosion proof and corrosion resistance are all required.
Therefore, its reliability and durability must be higher. The network is mainly applied in the industrial site and the functions of monitoring and communication, providing solutions for automatic control such as factory automation, machine online, environment and remote monitoring, data transmission, etc.
Among them, factory automation can be evolved from the automation of production process, production line, test, storage, and power management to UAV factory.
In order to achieve manufacturing automation, we can make use of the detector such as Proximity sensor and Encoder assisted by PLC and HMI.
As one of the four major bearing manufacturers in Japan, KOYO SEIKO has the world's top production and management equipment. This group produces five categories of factory automation products, including PLC, HMI, photoelectric sensor, encoder, and cam controller, which can be used in control system of packaging classification conveyor belt.

Figure 2: Factory automation scene with assembly lines.
1. PLC in Factory Automation
There are a large number of digital and analog control devices as modern industrial production equipment, such as those control the start and stop of motor, the opening and closing of solenoid valve, the counting of products, and devices control and set temperature, pressure and flow, etc. PLC technology is the most effective and convenient tool to solve the above problems, so it has been widely used in the field of industrial control.
At present, PLC has been widely used in steel, petroleum, chemical, electric power, building materials, machinery manufacturing, automobile, textile, transportation, environmental protection, culture and entertainment and other industries around the world.
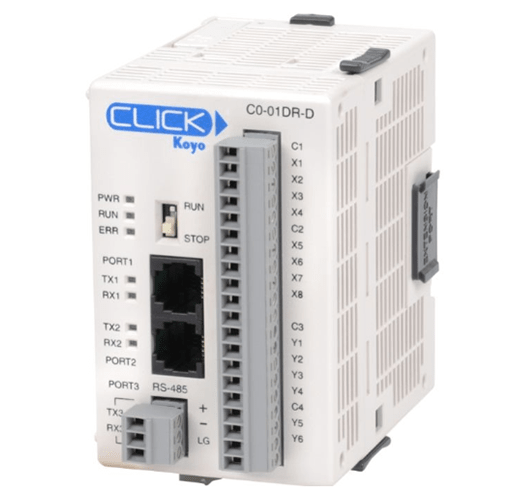
Figure 3: KOYO PLC C0-01DR-D
1.1 Logic Control of Switch Value
This is the most basic and extensive application of PLC. It replaces the traditional relay circuit and realizes logic and sequence control. It can be used for the control of single or multi equipment and automatic assembly line. These applications are in injection molding machine, printing machine, stapling machine, modular machine tool, grinder, packaging production line, electroplating line, etc.
1.2 Analog Control
In the process of industrial production, there are many continuous variables, such as temperature, pressure, flow, liquid level and speed, which are analog variables. In order to deal with them, it is necessary to realize A / D and D / A conversion between analog and digital. PLC manufacturers produce matching A / D and D / A conversion modules, which make PLC used for analog control.
1.3 Motion Control
PLC can be applied in the control of circular or linear motion. In terms of the configuration of control mechanism, it was used to connect switch I / O module to position sensor and actuator directly early , but now special motion control modules are used generally. These are single-axis or multi-axis position control module which can drive stepping motor or servo motor.
Almost all the major PLC manufacturers in the world have produced products with motion control functions, and they are widely used in machinery, machine tools, robots, elevators and other occasions.
1.4 Process Control
Process control refers to the closed-loop control of temperature, pressure, flow and other analog quantities. As an industrial control computer, PLC can program various control algorithms to complete closed-loop control.
PID regulation is a widely used regulation method in general closed-loop control system. Large and medium-sized PLC have PID module, many small PLC also have this function module. PID processing is generally to run a special PID subroutine. Process control is widely used in metallurgy, chemical industry, heat treatment and boiler control.
1.5 Data Processing
Modern PLC has the functions of mathematical operation (including matrix operation, function operation, logic operation), data transmission, data conversion, sorting, table lookup, bit operation, etc., which can complete data collection, analysis and processing. These data can be compared with the reference value stored in the memory to complete a certain control operation. They can also be transferred to other intelligent devices by using the communication function, or they can be printed and tabulated.
Data processing is generally used in large-scale control systems, such as unmanned flexible manufacturing systems; it can also be used in process control systems, such as some large-scale control systems in papermaking, metallurgy and food industries.
1.6 Communication and Networking
PLC communication includes the communication between PLC and other intelligent devices.With the development of computer control, the development of factory automation network is very fast. All PLC manufacturers attach great importance to the communication function of PLC, and have launched their own network systems.Recently produced PLC has communication interface, so communication is very convenient.
2. HMI in Factory Automation
Human machine interface (HMI) is a kind of equipment or software that allows users to communicate with machines or automation systems. HMI can not only transform complex data into useful information, but also transfer commands.By providing information, alerts, commands and other tools, the HMI connects the user to the controlled process.
Therefore, the more adaptable the HMI is, the more appropriate the response is. Whether the HMI is intuitive and easy to operate determines the cost-effectiveness of the system to a certain extent.
In the case of packaging and transportation system, the proximity switch is used to detect the online items, and then the information is transmitted to the PLC, and the cam controller and absolute encoder are used for sealing and adhesion.After that, the sensor and PLC are used for labeling and printing, and then the encoder is combined with sensor and PLC for classified transportation. HMI cmore continuously monitors the flow line, and adjusts the intelligent PID at any time to minimize the manpower.
In the field of factory automation, based on the stable and safe characteristics of PLC, the powerful network system can quickly and accurately send the information back to the control center to achieve unmanned intelligent control, high efficiency of energy saving and carbon reduction, and save more than 15% ~ 30% of water and electricity personnel on average.
Next, we will take the control system of cold end cutting area of a large float glass production line as an example to introduce the application of HMI in PLC industrial control system.

Figure 4: HMI screen in factory automation
2.1 Communication Between HMI and PLC
When HMI is used in PLC control system, the communication between HMI and PLC is realized by direct link through serial port. In this mode, HMI can directly read the data of PLC or write the data into the corresponding address of PLC according to the requirements. Because of the built-in communication protocol, there is no need to compile communication program. As long as the type of PLC is specified, that is communication protocol, the communication can be realized during operation. Therefore, the burden of PLC user program is greatly reduced.
When the system is designed, the address of the input / output (I / O), register (R) and intermediate register (m) of the control unit and its corresponding PLC are directly specified. When the system is running, HMI can automatically exchange data with PLC. Directly read or rewrite the content of PLC corresponding address, and change the content displayed on the screen accordingly. At the same time, through the touch operation of HMI, data can be input to the corresponding address of PLC.
2.2 HMI Monitoring Main Screen
The whole HMI monitoring system adopts tree structure, which is composed of main monitoring screen and corresponding function sub screen.A control function key is set at the lower end of the main monitoring screen. Pressing the function key can enter the corresponding sub screen in turn to perform the required functions. In each sub screen, the screen can be switched in the same function group by the function keys of the previous page and the next page. In any sub screen, the main screen can be returned to the monitoring main screen by the function keys of the main screen. The system automatically collects relevant data, and displays some important production process parameters such as cutting plan, measuring pulse and roller speed on the main screen, which is convenient for operators to observe.
There is also a dynamic display of the production process on the main monitoring screen, which simulates the operation of the main control equipment in various forms, such as the action of the photoelectric switch, the closing of the solenoid valve, the stop of the motor, etc. Intuitively and vividly reflect the process of the site, which is convenient for the operators to understand the production situation and equipment conditions.
Samkoon HMI programming software Samdraw3.2 provides a wealth of control components, such as button components, screen switching components, indicator light components, data text display components and so on. To achieve the above functions, we only need to select the corresponding control components according to the needs and define their properties.

Figure 5: Samdraw 3.2 installed on Samkoon HMI AK-070AW.
Samdraw3.2 adopts the general mode of monitoring software, and the attributes of all control components are completed by configuration to realize the corresponding control functions.It is easy to use the library and drawing tools of Samdraw3.2 to construct the simulation picture of production site.
The rich drawing tool library makes the picture vivid and colorful.
In addition, Samdraw3.2 also supports image upload and custom Gallery functions.Users can easily generate local pictures into library or control, which can be easily called in the later configuration process.
You can make full use of the advantages of HMI to replace the switches and indicator lights originally arranged on the control cabinet with the control components in HMI as far as possible, so as to reduce the hardware equipment, simplify the wiring between field equipment, and more importantly, bring a lot of convenience to the design and debugging.
There are nearly 100 parameters to be set in the main control system. According to the control function, it is divided into interlocking, cross cutting, cross breaking, speed, edge breaking, vertical breaking and equipment parameter groups to make the structure of the whole system more reasonable.At the same time, the HMI touch operation makes the parameter setting very intuitive and simple.
When setting parameters, click the numeric input control to pop up the numeric keyboard of the system automatically.Each parameter is defined and assigned the corresponding PLC address in the part attribute. After confirmation, the input data will be stored in the address specified by PLC.
After the operation is completed, press ENT key to cancel the numeric keyboard and complete the numeric input at the same time.This design mode can maximize the effective area of the screen.At the same time, each parameter has upper and lower limits. When the input value exceeds the limit, the system will refuse to accept and cannot exit the keyboard. It can exit only after the input is correct.
For the important system equipment parameter group, for the sake of security, you can set the access right to the parameter setting screen, give the operator different operation rights, and increase the security of the system.
2.3 HMI Alarm Function
In the system alarm design, the error information is edited in the alarm editor, and the alarm record display unit is set in the alarm record sub screen for fault information display.
When the system fails, HMI will display the corresponding fault information in the alarm editor in the alarm record sub screen according to the fault signal transmitted by PLC. At the same time, the "fault" signal light on the main monitoring screen will flash and sound an alarm. At this time, the operator can enter the alarm record sub screen, find the cause according to the fault information, and deal with it in time.
In the above cases, PLC and HMI are very important, but proximity switch and encoder are also indispensable in the whole system.

Figure 6: Omron HMI is used in the control of PLC
3. Proximity Sensor in Factory Automation
Proximity sensor is the combination of micro switch and limit switch. Compared with the mechanical switch, the mechanical switch has the advantages of high speed, long service life and high reliability. It can make all kinds of proximity switches according to different principles, among which the high-frequency oscillation type, magnetic gas type and electrostatic capacitance type are the most widely used.
The features of proximity switch include the following aspects.
1. No contact, no stress point, no deformation.
2. No wear, long service life.
3. No contact point, will not be impacted by external force and make wrong action.
4. The inner part is composed of semiconductor components without movable parts, so it has long service life.
5.It is almost not affected by the surrounding environment, and can function normally in humid places or places with a large amount of work.

Figure 7: Festo Sensor SMEO-2-LED-24
4. Encoder in Factory Automation
Encoder converts distance signal / length into electronic digital signal.In the field of measurement, the so-called encoder refers to the digital scale. In signal detection and processing, digital is better than analog.The so-called analogy may be 1 cm or 2 cm in some scales, and it can be measured by comparison.
In digital measurement, both length and angle are represented by digital ladder, that is, 0101. The measured quantity is coded into 010101 signal, and the distance or angle can be known after several 01s.
Encoder detection with digital output, suitable for mechanical device control (PLC, PAC, etc.), according to the type of action can be divided into optical type, magnetic gas type, brush type, electromagnetic induction type, electrostatic capacitive type, etc.
Among them, optical rotary encoder is most commonly used, and its advantages include:
The optical material is mainly glass, which is not interfered by the magnetic line of force, and has a long-lasting and good durability.
High precision and good durability.
Good protection structure, with the characteristics of dust and oil, can not be invaded by dust, increase service life.
It is easy to maintain and has no direct contact with the internal disc. Even if it is moved, it will not be damaged, so it has high durability.

Figure 8: Yaskawa Encoder ECN1113
Summary
In recent years, due to the increasing demand for factory automation, through automation management, PLC, HMI, proximity switch, encoder, cam controller are widely used in traditional industries and semiconductor industry, which can not only save labor costs, reduce costs, increase production capacity, but also effectively improve production efficiency. It is attractive for the era of cost down.
