




Figure 1: A VFD is used with an air compressor.
For a long time, due to the lack of understanding of air compressors by some enterprises, in line with the principle of inspecting and repairing damaged equipment only, they make air compressors run continuously under bad conditions. It results in the long-time operation of equipment lacking maintenance, which will lead to failures. This article will analyze the causes from personnel and machine aspects respectively.
Besides, after knowing how to maintain your compressor, you may want to improve the energy efficiency of your machine. And from this perspective, we will give you some advice about the frequency conversion transformation of the air compressor.
Personnel Causes
The management of equipment supervisors is chaotic. It’s important to adopt the method by dividing equipment into three categories A, B, and C, primary and secondary cause analysis, and classified management to analyze the number of devices.
Based on the proportion of each component in all objects, the components are arranged in order by the proportion. And the components are divided into three categories A, B, and C according to a certain cumulative proportion standard. A is the key of management, accounting for about 10% of the total, B is of secondary importance, C is common, accounting for about 70% of the total.
Air compressors are named general power equipment. They belong to the A class that we should ensure the comprehensive management and the key and sound operation of the equipment. According to the process control procedures, compressors should be strictly managed by special staff.
However, many managers of companies usually consider that the staff for air compressors are not necessary. As a result, there are a large number of part-time workers operating and managing compressors, leading to failures.
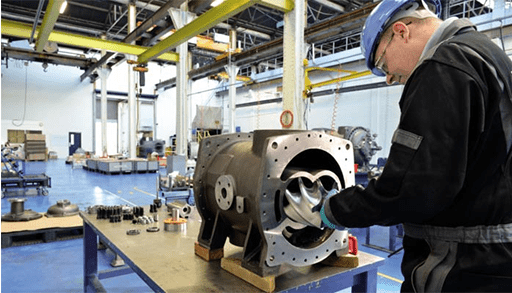
Figure 2: The worker is operating on the screw air compressor.
Compressor Causes
Various faults will occur in the operation of air compressors.
* Fail to Start
Compressor automatic protection and emergency stop button do not reset.
* Low Exhaust Pressure
The air inlet volume is small or the intake valve is not fully opened, the motor bearing is worn, and the motor speed is lower than the rated speed.
* Extremely High Exhaust Oil Content
The oil level of the lubricating oil is extremely high, the filter of the return pipe is blocked, the oil and gas separator core is damaged. Or the gas production pressure of the compressor is low, the minimum pressure valve fails. The quality of the lubricating oil is low with much foam, increasing the oil content of the gas.
* High Exhaust Temperature
The oil level one-way valve fails to supply oil to the main engine. The oil temperature control valve fails. The oil cooler is abnormal with water cooling but the wall is blocked. The heat exchange efficiency is low, or the compressor oil quality is not good. The thermal oxidation performance is bad, and the viscosity grade is low.
* Abnormal Noise & Residual Oil
The operation noises of compressors include high-power motor’s electrical noise, mechanical noise produced by the mechanical moving parts, and suction, exhaust, exhaust air dynamic noise, pipeline vibration radiation noise by the pressure pulsation, airflow noise, and exhaust noise, which are inevitable.
In the process of high-speed operation of the compressor, a large amount of lubricating oil is required. Besides, the lubricating oil needs to cool down the compressed air of high humidity. When the workers repair and maintain the air compressor, oil and gas will be full of the air compressor station, oil-bearing parts and waste oil will pollute the environment. There will be oil-water mixtures on the compressed air vent port, causing environmental pollution.

Figure 3: A part with the residual oil.
Air Compressor Frequency Conversion Energy Saving Transformation
At present, the operation control mode of the air compressor is generally the motor frequency conversion control technology. The compressor has been running at a low load frequency below 35Hz for a long time. The drive motor is a common motor with a frequency converter to control the speed of the rotors.
When it is running at a low load and frequency, the output speed of the drive motor will be low, the output torque of the rotor will increase. It causes an extremely low rotating speed of the spindle and a bad cooling effect.
If the ordinary motor is installed with a VFD (Variable Frequency Drive) to control the operating load only employing electrical input frequency, it would require quality motor bearings and coils. If the compressor is in the state of a low load with high torque and low-speed operation mode for a long time, it will cause the bearings of the motor and the spindle to burn out. Also, it is an inevitable problem in the long-term operation of ordinary motors after installing a VFD.
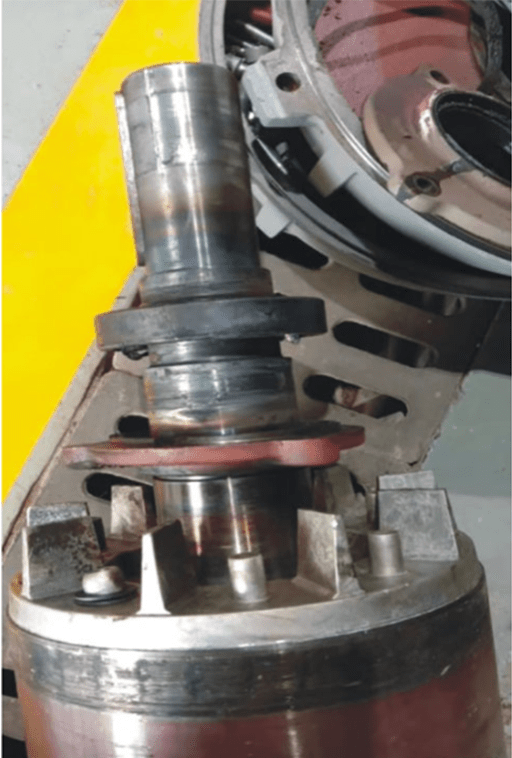
Figure 4: The motor bearing is burned out.
The VFD runs under the industrial frequency, which would only alter the motor speed and frequency but not save energy. During the discontinuous operation process, the compressed air consumption is low. It will be easy to burn the motor by altering the speed of the asynchronous motor installed with a VFD.
For motors of the same capacity, the rated current varies by series. With the increase of the series, the rated current of the motors will increase. The selection of capacity for a VFD should not be based on the rated power of the motor.
At the same time, for the motor without a VFD initially, you choose the VFD capacity not based on the rated current of the motor but consider the maximum load, affluence coefficient, motor specifications, and other factors.
Industrial motors usually operate at a rated load of 50% - 60%. If you select a VFD according to the rated current of the motor, it will lead to a waste of money, and reliability is not improved.
For squirrel-cage motors, the capacity of the VFD should be selected obeying the principle that the rated current of the VFD is greater than or equal to 1.1 times the maximum normal current of the motor, so as to save money.
Therefore, to transform the screw air compressor with frequency conversion and energy saving, you’d better master the operating conditions of the air compressor system. Although the industrial frequency has a great impact on the power grid in the beginning.
No-load operation is not economical and a serious waste of electric energy. But the conversion transformation should be combined with the production process requirements as follows.
After the modification of the air compressor, the motor is ensured with constant torque.
In the case of small gas consumption, when the VFD is running at a low frequency, the winding temperature of the motor and the motor noise shall not exceed the allowable range.
You would better provide two sets of the control loops of frequency conversion and industrial frequency.
By means of energy-saving frequency conversion control, it will reduce the operation cost, improve the precision of pressure control, extend the running life of the air compressor, reduce the operation noise and the fluctuation of the unit starting current for the air compressor.
When the conversion transformation of the motor is completed, the project implementation unit and the user must strengthen long-term communication and negotiation to avoid remaining loopholes or failures due to incomplete transformation. By doing this, it can prevent the compressor from burning the rotor bearings, which would cause compressor shutdown.
Related Info
VFD Basics - How VFD Controls the Motor Running?Air Compressor Troubleshooting and Solutions
How to Reduce Noise of Air Compressor?
