



The influence of machining on fatigue life
The residual compressive stress introduced by shot blasting/shot peening is a percentage of the final tensile stress strength, and this ratio increases as the strength/hardness of the part material itself increases. High-strength/hardness metals are more brittle and more sensitive to surface defects. Shot blasting/shot peening will allow these high-strength metals to be used in fatigue-prone working conditions. Aircraft landing gear is usually designed with a fatigue strength of 300 ksi (2068 MPa), combined with shot blasting/shot peening.
The machining process will obviously affect the fatigue properties of metal parts. This effect can be harmful or beneficial. Destructive processes include welding, grinding, over-grinding, metal processing, etc., which cause residual tensile stress on the surface of the part. Residual tensile stress and load stress will accelerate the early fatigue failure of parts together.
Beneficial machining processes include surface hardening, which introduces a compressive stress to the surface of the part. Honing, polishing, and rolling are all aimed at eliminating surface defects caused by machining processes and offsetting harmful tensile stresses, thereby improving the surface properties of parts. Surface rolling can also introduce compressive stress, but it is often limited by the cylindrical geometry; shot blasting/shot peening has no shape limitation, and is economical and effective, and the strengthening effect is quite significant.
The following test illustrates the effect of residual stress on fatigue life. An aircraft wing manufacturer tested one of the skin fasteners, and when the part worked to 60% of its expected life, it cracked. Shot blasting/shot peening was performed on the crack occurrence site, and it was found that the fatigue life of the fastener was extended by 300%, and no crack extension or further expansion occurred even when the cross-sectional thickness was reduced.
Welding
Residual tensile stress will be generated after welding, because welding is performed when the welding material is in a molten state, when the material is the hottest, most expanded state. However, it is then joined to a base material whose surface temperature is much lower. The solder cools down quickly and tries to shrink during the cooling process. Since the solder is already joined with a lower temperature and stronger base material, rapid shrinkage cannot be achieved. The result is that the solder is actually "stretched" by the base material. The heated area is the place where the residual tensile stress is concentrated, and it is also the place where failure often occurs. The inconsistency of welding supplementary materials, chemical composition, geometry, compactness, etc. will aggravate the increase in residual tensile stress, thereby accelerating the occurrence of fatigue failure. Shot blasting/shot peening can effectively offset the residual tensile stress caused by welding in the heated area, which will lead to failure, and make the material surface change from the original tensile stress state to the compressive stress state.
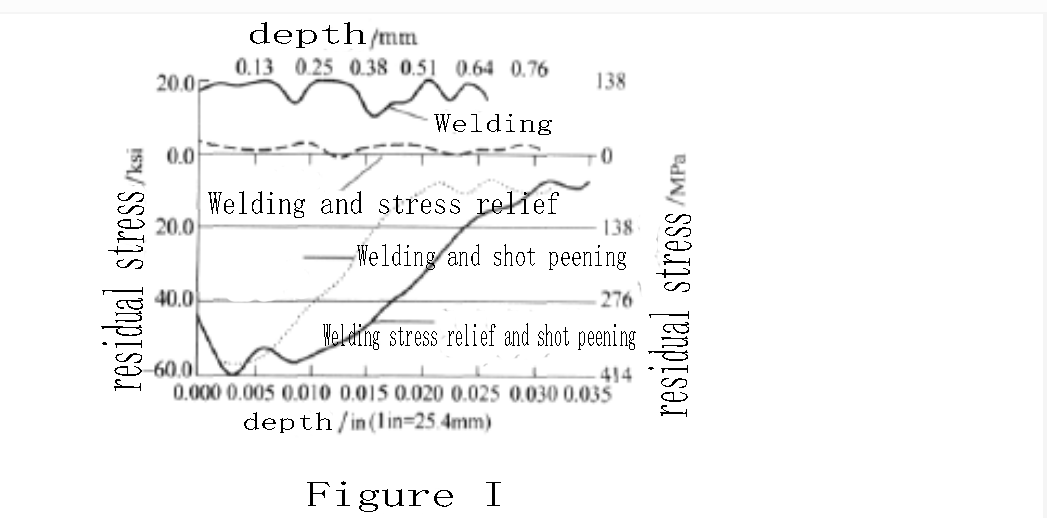
Interesting changes in a series of residual stresses caused by welding, thermal stress release and shot peening/shot peening. The tensile stress caused by welding and the load stress that the parts bear after service will jointly accelerate the early failure of the welded part.
If the welded part is subjected to thermal stress release under "1150F" ("620 degrees Celsius") for 1 hour, the residual tensile stress on the surface will drop to zero, thereby improving the fatigue properties of the area.
If shot peening/shot peening is used instead of thermal stress release, it will equally or even better transform the residual tensile stress state of the material surface into a residual compressive stress state, which will significantly and effectively prevent the formation and extension of fatigue cracks.
The best process is to release the advanced stress after welding and then perform shot peening. The stress relief can soften the welding material, which can produce a deeper compressive stress layer as much as possible.
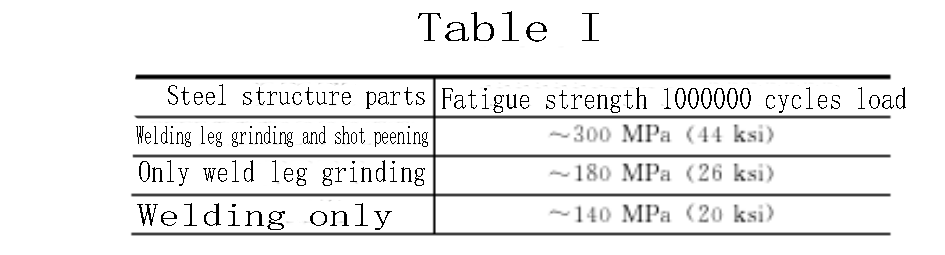
The American Welding Society (AMS) manual reminds that if the steel structure is subjected to fatigue loads as described below, it is necessary to consider the residual tensile stress caused by welding. “The local stress in the structure may be caused entirely by external loads, or by external It is caused by the combined effect of load and residual stress. Residual stress is non-cyclic, but it will increase or offset the external alternating stress. Therefore, it is beneficial to introduce a residual compressive stress in the welding part that is expected to encounter alternating stress. of."
The use of shot blasting/shot peening to improve the fatigue resistance of welded parts and delay and retard the formation of stress corrosion cracks has been confirmed by the following organizations:
l American Society of Mechanical Engineers
l United States Bureau of Shipping
l American Petroleum Institute
l American Society of International Corrosion Engineers
Grinding
Generally, due to local heating during the grinding process, tensile stress will be formed. Metal and abrasive media will generate heat locally and try to expand. The heated material is weaker than the surrounding metal. When it cools, the metal that yields under pressure tries to shrink, and the surrounding metal prevents this shrinkage, causing residual tensile stress. Any degree of residual tensile stress will negatively affect fatigue life and promote stress corrosion cracking
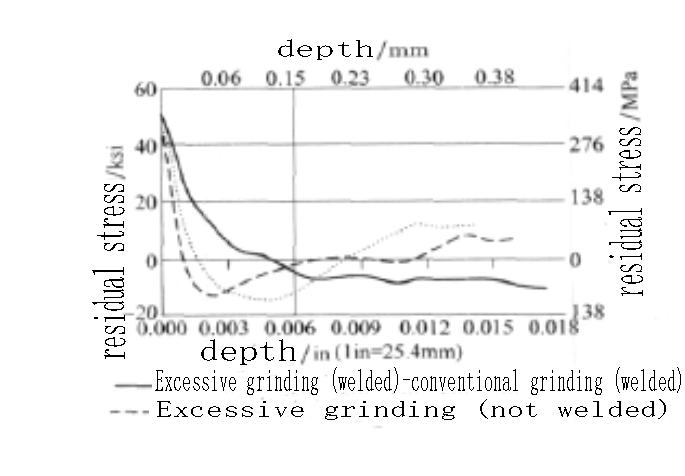
Residual tensile stress generated by different grinding processes. A piece of 1020, 150-180 BHN carbonized steel (welded and unwelded) for over-grinding and conventional grinding. It shows that over-grinding process will lead to high surface tensile stress and deeper tensile stress layer. Shot blasting/shot peening after grinding can turn the original residual tensile stress state into a residual compressive stress state.
Plating
Many parts are shot blasted/shot peened before chrome plating and electroless nickel plating to resist the harmful effects of plating on fatigue life. Fatigue pitting often occurs in microcracks caused by brittle surfaces, hydrogen embrittlement or residual tensile stress. Small cracks produced by hard chrome plating. Under fatigue load, these micro-cracks will extend to the surroundings in the base material, and finally lead to fatigue failure.
If the base material is strengthened by shot blasting/shot peening in advance, the possibility of fatigue cracks from electroplating extending along the base material is greatly reduced. Figure 3-4 illustrates this concept and assumes a dynamic alternating stress action on the part. The micro-cracks spread within the base material; the picture on the right shows that after shot blasting/shot peening, the introduced compressive stress layer prevents the micro-cracks from spreading and spreading to the surroundings.
For parts that need to withstand alternating stress, it is recommended to perform shot blasting/shot peening before plating to improve the fatigue properties of the parts. For parts that require unlimited life under dynamic loads, Federal Specifications QQ-C-320 and MIL-C-26074 clearly stipulate that steel parts must be shot blasted/shot peened before chromium plating and electroless nickel plating.
Anodized
Hard anodizing is another application of shot blasting/shot peening to improve the fatigue resistance of coating materials. Its functional advantages are similar to those of electroplating, in that the base material is shot/shot peened before anodizing.
Plasma spraying
Plasma spraying is mainly used where high wear resistance is required. Pre-shot blasting/shot peening the matrix material before plasma spraying has been proven to be an effective method to improve fatigue strength. Shot blasting/shot peening after the plasma spraying process can improve the surface finish and compactness.

